
(数量:1套,共13种模具)
主要特点:
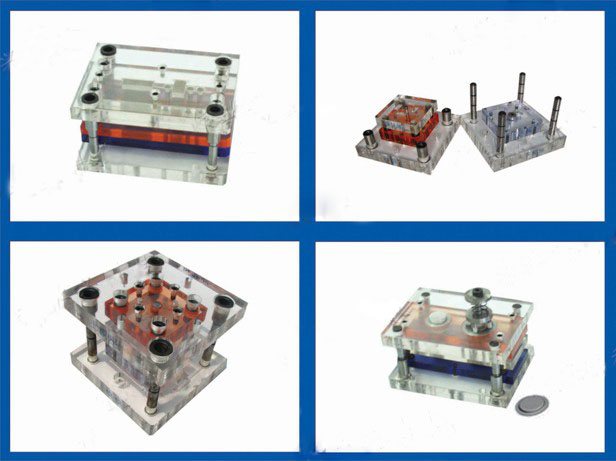
本公司根据多年模具设计和制造经验,研制出适用于模具专业理论教学的彩色透明模具,按照生产用模具结构制作。
1、规 格: 220x200 mm
2、彩色透明模具以彩色透明亚克力为模胚和模仁材料,使模具整个结构通体透明,其中A板、B板、模仁和镶件用不同的彩色区分,并将模胚各零件名称丝印到模具的表面,使学生轻松的掌握模具的理论知识,直观的认识模具的结构,并可清楚的看到模具的各部分结构的运动。
3、模架采用有机玻璃PMMA(聚甲基丙烯酸甲酯),运动部件采用进口彩色有机玻璃,模仁及注胶部件采用进口彩色耐高温透明材料,确保产品型腔在高温中不遇变,透明率90%以上,附广顺塑料有限公司的进口材料《材料SGS检测报告》。
4、模具重量为真实模具三分之一重,学生可以轻松的搬动,反复的拆装,拆装过程干净,安全。
5、该模具可置于本公司研发的全自动小型注塑成型机上进行高温注塑,能生产出PE、PP、ABS等塑料制品,实现可视化注射成型,模具型腔可耐180~350°C高温,并可长期反复拆装。
6、导柱导套采用模具标准件,螺栓全部采用12.9级进口螺栓。
7、每套模具配有模具结构动画演示光盘和教学课件,教学课件包括:模具结构装配图的图纸和电子图档,增强学生的模具设计和识图能力。
以上模具系列适合于各大专院校建立模具实训室,学生通过拆装,能达到看得见、摸得着、听得懂、学得会的效果,从而实现了理论与实践相结合,专业技能活学活用的教学模式
一、细水口模 (TCZC-001)
该模是截面形状小如针点的浇口,具有提高溶体的剪切速率,提高溶体的流动性,有利于充模,浇口痕迹小、容易修整,浇口位置能较自由地选择。具有顶出面积大,浇口痕迹小,产品质量稳定、效率高,水口同塑件自动分离等优点。
模具结构为一模二腔,型腔不小于80×80㎜。总重量不小于20克,两点式进胶。
二、二次顶出模 (TCZC-002)
成型深腔薄壁,内部形状侧边有扣位,且不能使用斜顶结构的塑件,顶出机构按顺序二次推出,结构简单,安全可靠。模具脱模力大,顶出机构先后二次顶出。成型尺寸不小于75×55×20㎜。
三、前模哈夫模 (TCZC-003)
运用于侧成型面积大,侧孔或侧凹胶位较浅且抽拔距较小的塑件,(如车仔模、外螺纹模)结构紧凑,强度和刚性较好,抽拔力大。
成型产品为带柄咖啡杯,尺寸不小于85×65×35㎜。
四、前模行位模 (TCZC-004)
定模需设置抽芯机构,该模具结构紧凑,刚性强,安全可靠,在大型模具上应用广泛。成型产品为手机面壳,成型尺寸不小于80×48×11㎜
五、潜水口模 (TCZC-005)
要求模具在开模时,不仅能自动切断浇口,而且浇口的位置可设在制品的侧面,端面和背面等,制品外表表面无浇口痕迹。能将双分型面模具结构简化成单分型面模具结构。一模四腔,分流道于产品自动分离。
六、斜顶模 (TCZC-006)
成型内侧有凹凸的塑件,加工简便,结构紧凑,可靠,斜推杆与导向槽配合,当推杆作垂直运动时斜推杆在导向槽的作用下做相对运动,从而完成侧抽芯动作。成型尺寸不小于60×30×25㎜。
七、热流道模 (TCZC-007)
热流道模具在注射模中采用绝热或加热的方法,使流道中的塑胶始终保持融溶状态,因此在开模时只需取出塑料制品,而无流道的模具结构。一模二腔,配有专用温控箱加热,时间不超过15分钟。可实现无流道生产,产品于浇口自动切断。实现无水口废料加工,自动化程度高,可做到无人管理,总件效率高。适应批量大,精度高的塑件。成型尺寸不小于30×30×10㎜
八、后模斜抽芯模(顺序分型脱模) (TCZC-008)
该模具成型塑料制品内侧有斜凹槽,模具采用定模板拉钩摆杆式顺序分型机构,采用推杆推出制品。顺序分型的目的是完成侧向斜抽芯。
模具须采用2次分型来完成斜抽芯。成型尺寸不小于80×60×20㎜。
九、推板模 (TCZC-009)
推板脱模机构在分型面处沿制品周边将制品推出,适用于大筒制品,薄壁容器及各种罩壳类制品的脱模。其特点推出均匀力量大,运动平稳,制品不易变形,塑件表面无推顶痕迹。
成型产品为圆形笔筒盖,推板顶出,产品口径不小于35 mm,高度不小于18 mm,型腔数4个。
十、斜导柱模 (TCZC-010)
成型抽拔距和抽拔力较小的塑件,是抽芯机构常用的侧抽芯机构,具有结构简单,加工方便,安全可靠。斜导柱与开模方向成一定的夹角,在开模力的作用下,斜导柱与滑块料孔做相对运动,从而完成侧抽芯动作。
有两滑块,四支斜导柱抽芯。成型尺寸不小于75×45×10㎜。
十一、顶杆先复位模 (TCZC-011)
当侧抽芯与推杆出现干涉现象时或放置镶件不方便时,通过机械构件使顶出系统提前复位的结构,适合于侧边有凹槽的塑料制品。成型产品为小型格盒,成型尺寸不小于80×50×20㎜,产品一侧有一处凹槽,凹槽尺寸不小于45×17×8mm,先复位采用滑块结构,模具外形美观,复位修正非常方便。
十二、旋转牙纹模(TCZC-012)
成型深螺距,硬质材料带螺纹的塑件,通过模具内使制品与螺纹型芯或环型产品相对旋转运动来实现脱模的生产方式。
成型产品为瓶盖,一模两腔,产品尺寸不小于35×17 mm,牙距不大于3,配合螺纹深度不小于15 mm,单腔螺纹数量不少于7个。主流道浮动顶出结构,脱模过程时间控制。
十三、推管模 (TCZC-013)
适用于弯管圆弧内抽芯的塑件。模具B板上设置将直线运动转换为圆周边运动的结构,从而达到圆弧抽芯的目的。推管模常用于圆筒状制品的脱模。推管沿整个周边推顶制品,使制品受力均匀,无推出痕迹。型芯和凹模同时设在动模一侧,以便提高制品的同轴度。
一模两腔,分为面壳、底壳,底、面壳可以组装成一体,组合尺寸不小于65×55×45 mm







